")





PRAKTEKKAN CAPABILITY (Cp/Cpk) DI LINE PRODUKSI (BUKAN DI DOKUMENTASI SAJA)
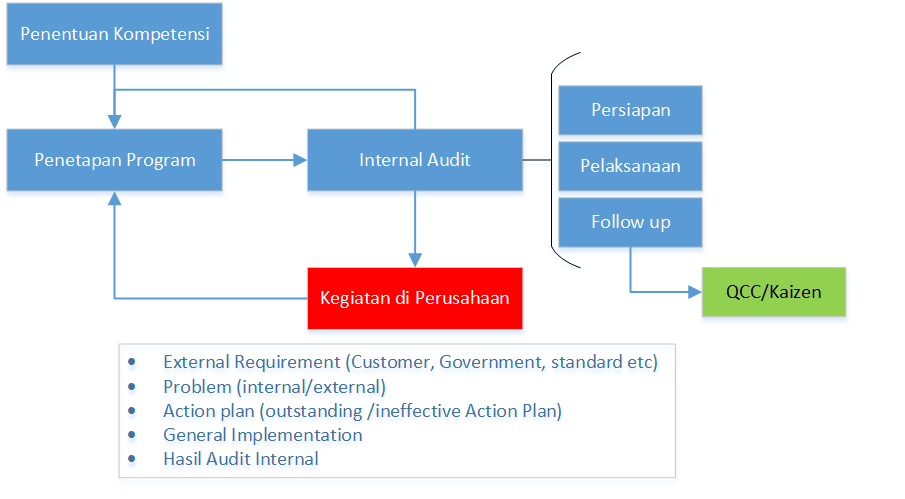
Ketika kita suda memahami Capability Proses (Cp/Cpk atau Pp/Ppk), bagaimana konsep dan cara menghitungnya maka mari kita coba implementasian di line produksi sampai ada perubahan atau hasil yang lebih baik. Kegiatan ini juga di minta pada pasal 8.5.1.1 Tentang Control Plan. Bagaimana cara pelaksanaannya? Saran kami, coba fokus ke parameter proses/produk yang bermasalah, lalu coba ikuti Langkah seperti flow chart ini:
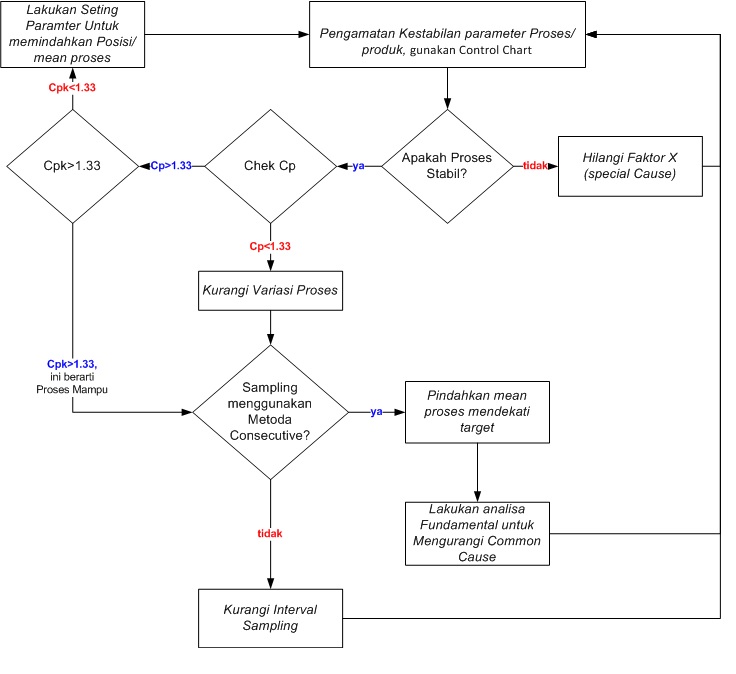
Keterangan Flow Chart
- Tentukan suatu parameter proses/produk yang kita akan review, bisa proses atau produk, baiknya special karakter atau karakter yang penting mewakili total variasi di proses itu. (bisa spesial char, atau parameter yang kita pantau karena alasan spt improvement/perubahan. Misalkan Problem kondisi stopper di proses Cutting, kita amati Panjang Potongnya. Atau mengamati Kedalaman ukuran Scratch (gores) pada proses Centerless Grinding. Bisa juga kita amati parameter yang mengalami perubahan, ya kita rubah untuk lebih produktif, lalu amati parameter yang mewakili.
- Plot Data di Control Chart, untuk melihat apakah ada proses Stabil?
- Ada pola ketidakstabilan, lakukan Analisa pola yang terjadi, identifikasi penyebabnya (Faktor X), lalu coba kurangi interval pengambilan subgroup
- Bila Proses Stabil, Chek Cp apakah lebih besar dari 1.33
- Kalau Cp <1.33, Kurangi Variasi Proses, disarankan untuk menganalisa lebih dalam, berpikir ke fundamental. Misalkan penggantian sistem clamping di proses potong, mengganti material clamping. Atau di proses Grinding dengan melakukan pengamatan terhadap jenis Coolant atau batu Gerinda
- Apakah Netoda Consecutive Sampling dipakai?
- Bila ya, maka pindahkan rata-rata proses mendekati target, kemudian analisa fundamental untuk menghilangkan besarnya variasi
- Bila tidak maka Kurangi Interval Sampling misalkan sampling satu kali pershift maka ditambahkan menjadi dua kali per shift
- Kalau Cp>1.33
- kemudian Chek apakah Cpk>1.33? bila ya maka proses mampu
- Apakah Metoda Consecutive Sampling dipakai?
- Bila ya, maka pindahkan rata-rata proses mendekati target, kemudian analisa fundamental untuk menghilangkan besarnya variasi
- Bila tidak maka perlu dikurangi interval samplingnya
- Bila Cpk<1.33, maka perlu pindahkan Proses Mean ke arah target
- Apakah Metoda Consecutive Sampling dipakai?
- kemudian Chek apakah Cpk>1.33? bila ya maka proses mampu
- Apakah Netoda Consecutive Sampling dipakai?
- Kalau Cp <1.33, Kurangi Variasi Proses, disarankan untuk menganalisa lebih dalam, berpikir ke fundamental. Misalkan penggantian sistem clamping di proses potong, mengganti material clamping. Atau di proses Grinding dengan melakukan pengamatan terhadap jenis Coolant atau batu Gerinda
Beberapa informasi, misalkan mengenai Cp/Cpk, Metoda sampling, special character dll, silahkan lihat di artikel SPC, atau silahkan tanya ke WA no 0813-8438-0326 untuk mendiskusikannya.
Bila ada yang tertarik untuk mengadakan training Review Capability ini, silahkan kontak no di atas juga, training ini cocok untuk para leader dan supervisor di line produksi.
Salam