praktekkan 4 hal dalam artikel ini, maka kita akan cepat memahami APQP Edisi-3 dan Control Plan-1

www.improvementqhse.com (PT RIMAR SOLUSI TANGGUH)
Care For Indonesia Manufacturing
www.improvementqhse.com (PT RIMAR SOLUSI TANGGUH)
Care For Indonesia Manufacturing
praktekkan 4 hal dalam artikel ini, maka kita akan cepat memahami APQP Edisi-3 dan Control Plan-1

Menjelaskan mengenai penentuan dan bagaimana penanganan pemasok yang beresiko tinggi menurut APQP-3
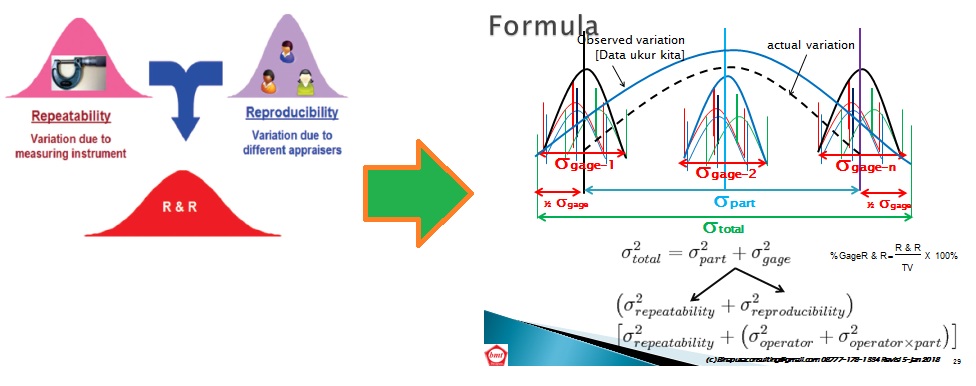
Studi Uji GRR Nested biasanya dilakukan untuk UJI RUSAK, Misalkan pada uji tegangan Tarik, impact, Hardness. Pada pengujian itu, tidak …

Ada 21 pertanyaan yang diajukan untuk sebagai panduan dan verifikasi untuk memastikan apakah CONTROL PLAN kita sudah sesuai. Dari 21 …

Pada cheklist Control Plan yang digunakan sebagai panduan pengembangkan dan memverifikasi Control Plan yang sudah kita buat, di point pertama …

TRIAL di sistem IATF 16949 bisa disebut Initial process Study, ini dapat dipelajari di APQP-3. Tujuan dari Initial process study …

Menurut Heizer dan Render ; 2009:532 , merupakan satu keputusan penting yang menentukan efisiensi sebuah operasi dalam jangka panjang. Layout …

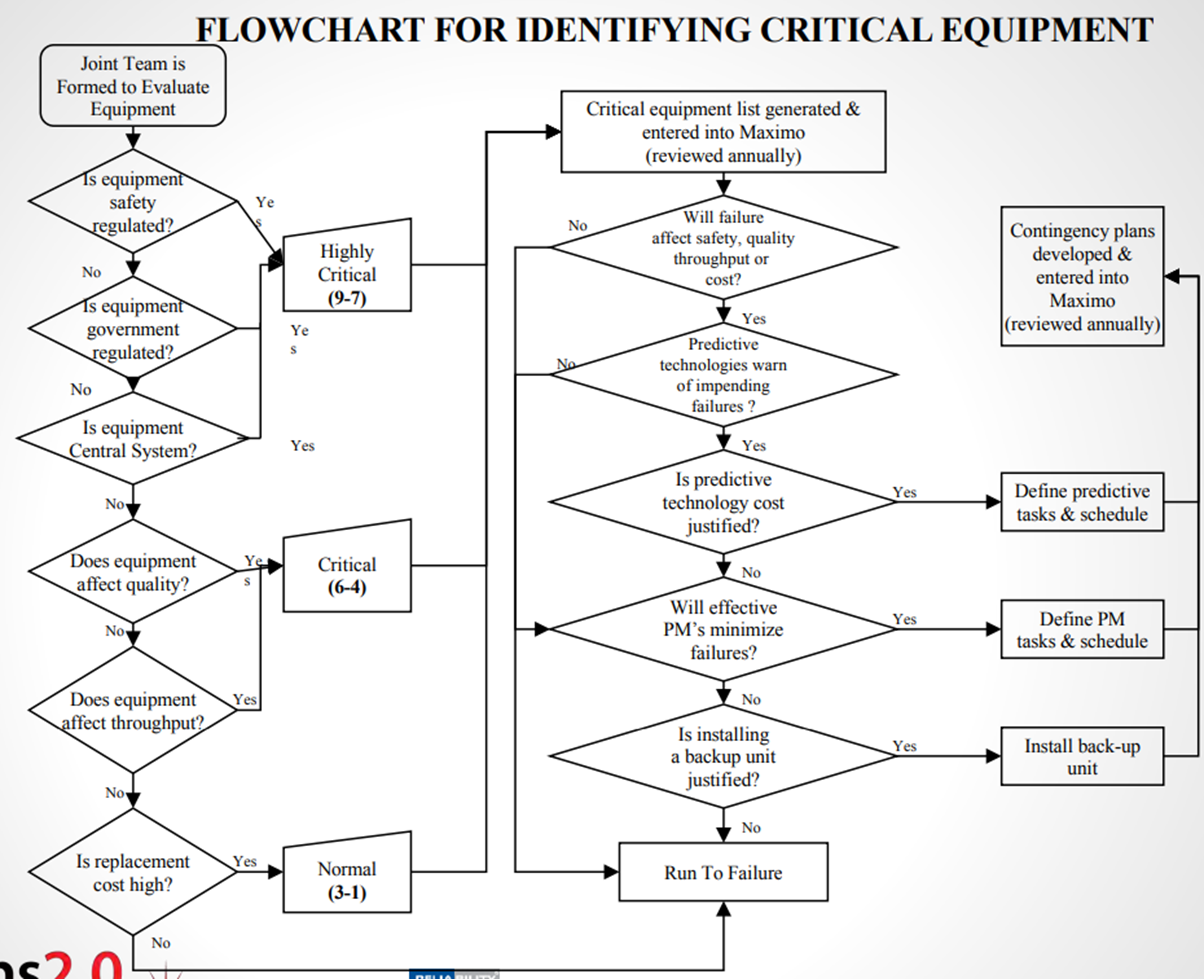
Perubahan utama di APQP edisi ke-3 adalah penekanan pada aktifitas manajerial seperti: Analisis Risiko di sumber masalah, program APQP (matrik), …

Saat ini Aiag.org telah meluncurkan manual/buku baru, yaitu Control Plan. Sebelumnya ketentuan Control Plan tergabung di manual APQP. Kini per …
Pemerintah mewajibkan pemilik instalasi tenaga listrik yang berbentuk badan usaha salah satunya pembangkit tenaga listrik untuk memiliki Sistem Manajemen Keselamatan Ketenagalistrikan (SMK2) …
Reverse FMEA diminta dilakukan oleh beberapa OEM seperti: Ford, General Motor, Renault, PSA dan memang sih IATF 16949 belum meminta. …