")
Tag Archives: Statistical Process Control
KENAPA NILAI PPK/CPK 1.33 ATAU 1.67
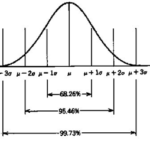
Ini sering jadi pertanyaan saat diskusi atau training Statistical Process Control (SPC), kenapa Ppk/Cpk itu bernilai 1.33 atau 1.67? Untuk menjawabnya perlu memahami Ppk/Cpk terlebih dahulu dan formulanya. Ppk/Cpk adalah perbandingan terukur (kuantatif data variable) terhadap tuntutan pelanggan, tuntutan itu
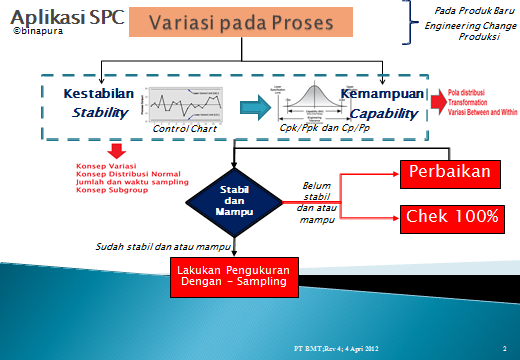
TIPS MELAKUKAN IMPROVEMENT DARI SISI SPC
STATISTICAL PROCESS CONTROL atau biasa disebut SPC mengajarkan secara umum terkait KESTABILAN DAN KEMAMPUAN. KESTABILAN DAN KEMAMPUAN dipengaruhi oleh pola variasi data suatu kegiatan yang dianalisa. Sangat penting memahami pola variasi, dari pola variasi kita akan mengetahui arah perbaikan apa
PEDOMAN SUPLEMENT JANGKA PENDEK SPC (CQI-26)
Bagi rekan-rekan yang mempunyai jumlah produksi sedikit saat trial New Model/Change bisa mempertimbangkan metoda dengan memakai CQI-26. Intinya bikin sample 1-10 pcs/sedikit batch juga cukup kok asal ikuti CQI-26 ini. jadi: CQI-26 ini untuk mengatasi implementasi SPC khusus produksi jangka
MENENTUKAN JUMLAH SUBGROUP DI CONTROL CHART
Dasarnya pemikiran penentuan Subgroup di control chart adalah variasi, artinya variasi harus diungkap dalam tiap proses. Siapapun yang terlibat dari proses harus memahami variasi yang dikontrolnya. Dalam Keseharian kerja, kontrol penerapan variasi itu bisa berupa kontrol terhadap target departamen, target
MIN 10 KONSEP SPC INI YANG HARUS DIPAHAMI
Manual SPC membahas intinya ada dua point besar: membahas KESTABILAN dan KEMAMPUAN. Kedua hal itu yang dibahas intinya satu hal, yaitu VARIASI. Silahkan lihat tulisan kami tentang khusus SPC di http://www.improvementqhse.com/category/spc-msa-apqp-fmea-ppap/tentang-spc/. Ketika kami memberikan materi di SPC maka penekanan harus