Ini sering jadi pertanyaan saat diskusi atau training Statistical Process Control (SPC), kenapa Ppk/Cpk itu bernilai 1.33 atau 1.67?
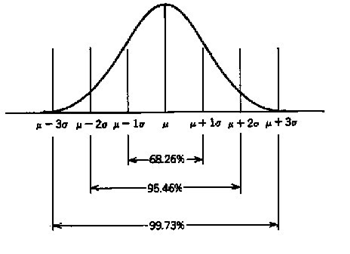
Untuk menjawabnya perlu memahami Ppk/Cpk terlebih dahulu dan formulanya. Ppk/Cpk adalah perbandingan terukur (kuantatif data variable) terhadap tuntutan pelanggan, tuntutan itu bisa dari: spesifikasi, persyaratan, harapan pelanggan kita atau dari Proses kita (batas kontrol). Jadi selama dipenuhi tuntutan itu maka menghasilkan nilai apakah kita bisa memenuhi harapan pelanggan atau tidak. Mengenai detail Ppk/Cpk dan perbedaanya dapat dilihat di link ini https://www.improvementqhse.com/perbedaan-cpk-dan-ppk/ Nilai Ppk/Cpk ini biasanya dituntut 1.67 saat New Model dan 1.33 saat produksi massal, penjelasan ini dapat kita lihat di https://www.improvementqhse.com/menghitung-cp-cpk-atau-pp-ppk/ Hitungannya nilai Ppk/Cpk dapat diilutrasikan seperti ini:
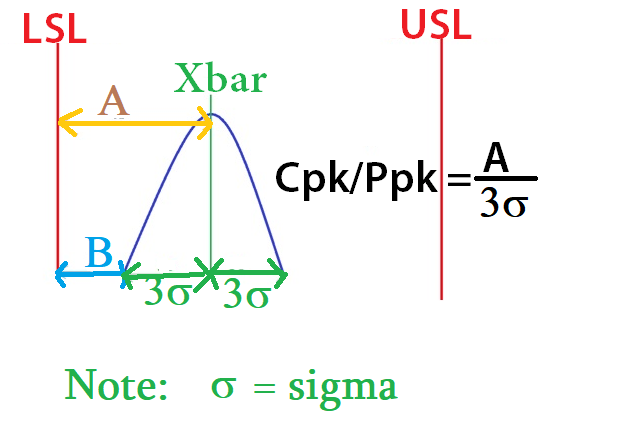
Dimana A adalah jarak terdekat dengan spec, secara visual maka jarak A adalah jarak terdekat dengan spec (terhadap LSL). Untuk nilai Ppk/Cpk = 1.67 maka artinya perbandingan A/(3 sigma) = 5/3, maka nilai A=5 sigma . Jika nilai A = 5 sigma maka nilai B = 2 sigma. Ini artinya ada allowance/jarak sebesar 2 sigma untuk nilai Ppk/Cpk = 1.67. Untuk Ppk/Cpk = 1.33 akan menghasilkan nilai 1 sigma sebagai allowance (jarak) terhadap spec, silahkan rekan-rekan lakukan sendiri pembuatan ilustrasinya.
Jadi dapat disimpulkan kenapa Ppk/Cpk 1.67 atau 1.33, hal ini karena saat New Model (1.67) diberikan jarak maklum terhadap spec sebesar 2 siqma, sedangkan saat massprod (1.33) sebesar 1 sigma. Tentu wajar saja, karena saat new model penyebab variasi masih relative sama, misalkan material yang dipakai masih lotnya yang sama, setingan mesin masih sama, pekerja masih sama, lingkungan masih sama, terkait hal itulah maka nilai Ppk/Cpk saat New Model dijaga dengan 2 sigma terhadap nilai spec terdekat, semakin kondisi stabil setelah penyerahan ke produksi, maka variasi akan lebih besar lagi, sehingga saat produksi dijaga dengan nilai 1 sigma. Saya bisa bantu ilutrasikan dengan belajar mobil, saat baru belajar kita harus jaga jarak yang lebih jauh dengan mobil di depannya, tetapi saat sudah terbiasa kita akan jaga jarak lebih dekat lagi, dan kadang sih mepet, kondisi mepet ini yang memang tidak boleh, harus 1 sigma, agar tidak tabrakan beruntun (hehe)
Konsep jarak terhadap 2 sigma saat New model dan 1 sigma saat massprod ini bisa menjadi perhatian kita juga, jadi bila kurang dari nilai itu, maka harus ada perbaikan di proses. Usahakan tidak hanya ukuran produk yang dichek Ppk/Cpknya, coba direview parameter proses, apakah semua parameter proses punya allowance 1 sigma? Kalau kurang, ide apa untuk memperbaikinya? Nah silahkan gunakan tool FMEA dan Why Analisis untuk melanjutkannya.
Salam Perbaikan dan salam SPC





