Pernah melakukan test kemampuan suatu proses tanpa review apakah datanya normal atau tidak? Ada pertanyaan yang sama menceritakan hal ini. …
www.improvementqhse.com (PT RIMAR SOLUSI TANGGUH)
Care For Indonesia Manufacturing
www.improvementqhse.com (PT RIMAR SOLUSI TANGGUH)
Care For Indonesia Manufacturing
Pernah melakukan test kemampuan suatu proses tanpa review apakah datanya normal atau tidak? Ada pertanyaan yang sama menceritakan hal ini. …
Issue yang sering timbul dalam kontrol adalah: kontrol tidak dilakukan, lalu planning kontrol tidak sesuai dengan yang dikontrol/rencana kontrolnya seperti …
ini tulisan dari client yang mendapatkan CSR baru Renault. Berdasarkan udate CSR Renault dari https://www.iatfglobaloversight.org/wp/wp-content/uploads/2021/01/Groupe-Renault_CSR-V2020.pdf . Ada beberapa hal yang …

Salah satu cara melihat bahwa Proses stabil adalah hasil plot yang kita ukur tidak merubah lokasi atau variasi dari control …
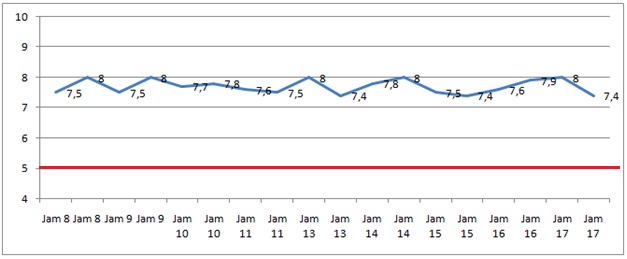
Guna Control Chart adalah untuk mendapatkan informasi kestabilan variasi di proses. Pegang saja kata kuncinya: KESTABILAN dan PROSES. PROSES itu …

Berikut adalah temuan-temuan IATF 16949 dan ISO/TS 16949 oleh badan sertifikasi yang kami rekap di beberapa client kami (lebih dari …
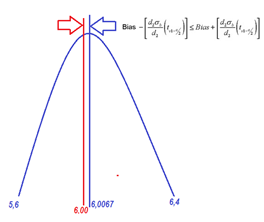
Variasi suatu proses yang kita kelola harus diketahui, karena dengan mengetahui variasi maka kita akan mengetahui pola proses/data yang kita …

PT. Rimar Solusi Tangguh Konsultan Improvement dan sistem MK3L Jl Arjuna Blok B No 29, Galaksi 17147 Phone : 08777-178-1334 …
Dasarnya pemikiran penentuan Subgroup di control chart adalah variasi, artinya variasi harus diungkap dalam tiap proses. Siapapun yang terlibat dari …
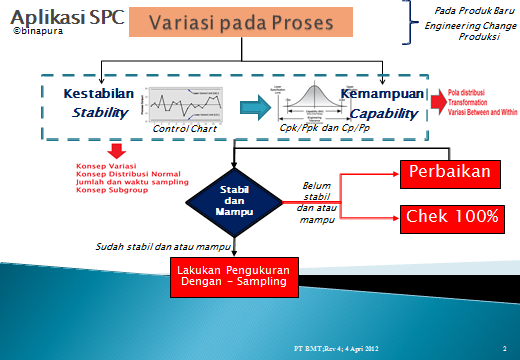
Manual SPC membahas intinya ada dua point besar: membahas KESTABILAN dan KEMAMPUAN. Kedua hal itu yang dibahas intinya satu hal, …
Kami selalu tekankan mengenai variasi proses ketika membahas SPC, maksudnya kita harus mengetahui proses yang kita kelola, mengetahui proses itu …