Saran teman saya kalau meminta cuti ke pak Hendrik “Minta ijin Cuti ke pak Hendrik, pas hari jumat saja (hari jumat beliau ke rumahnya di Jogya, karena keluarganya di Jogya) dan plus tugas yang diberikan sudah beres”. Teman saya sudah kenal pak Hendrik, karena dia dekat dengan pak Hendrik, dia pernah satu tim New Model yang berjalan sampai 3 tahun dan teman saya itu juga berasal dari Jogja.
Kisah di atas, tentang perlunya mengetahui sifat atasan, hampir sama dengan keharusan kita mengenal proses yang kita kelola, mengenal proses yang kita kelola adalah dengan mengetahui pola Variasi proses itu. Tidak memahami pola variasi maka pasti akan menyulitkan dan bahkan bisa merugikan kita.
Tetapi Ingat saat ada pola variasi yang akhirnya menyebabkan issue (defect, complain dll), belum tentu serta merta salah proses utamanya (katakanlah proses itu proses produksi). Hal ini juga sama dengan cerita di atas, pak Hendrik sudah punya kebiasaan akan happy saat hari Jumat dan suka dengan pekerja yang tugasnya sudah beres di akhir minggu. Jadi jangan cari masalah ke pak Hendrik kalau kedua hal ini tidak dipenuhi saat meminta Cuti. Mungkin tetap disetujui, tetapi akan timbul konflik hubungan.
Mengidentifikasi aspek lain sebelum menganalisa proses produksi adalah hal yang perlu dilakukan. Jadi kalau kita lihat cerita di atas lagi, jangan salahkan sifat pak Hendriknya dulu karena kita ditolak/ cutinya karena kita sebenarnya mengganggu pak Hendrik, sudah tahu pak Hendrik seperti itu malah minta cuti di hari rabu dan tugas kita belum beres.
Kenapa cerita di atas sama dengan problem di produksi??? Saya mau ajak melihat masalah itu jangan yang sudah terlihat/disadari (seperti komplain, barang Ng internal, downtime naik sampai 80% dll), tetapi yang sifatnya yang belum disadari, saya artikan secara praktis adalah kondisi yang masih sesuai spesifikasi tetapi pola datanya sudah abnormal.
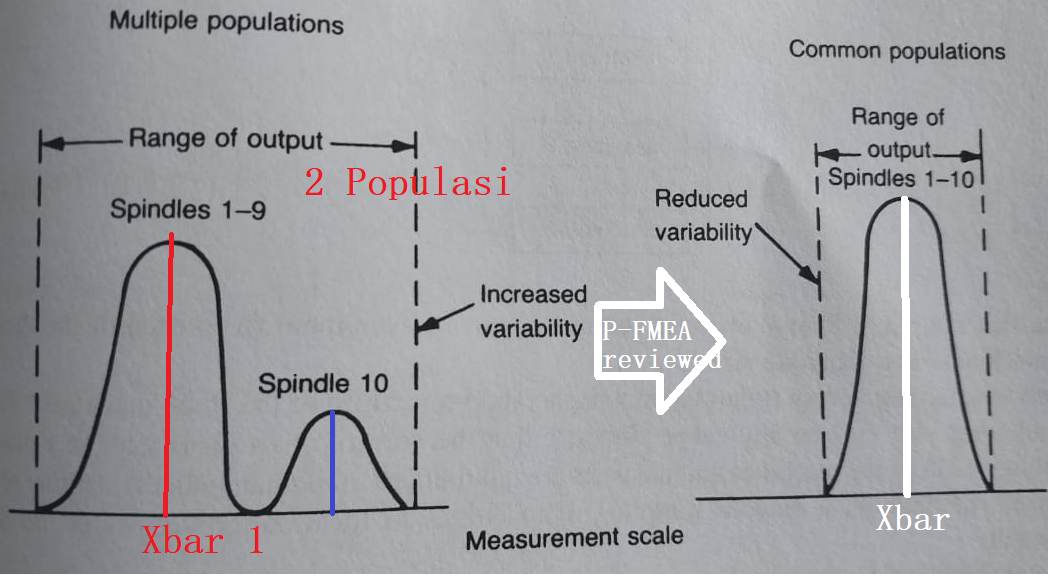
Mudahnya melihat yang belum disadari (pola data abnormal) adalah dengan menemukan adanya puncak yang lebih dari satu di graphik Histogram. Puncak grafik mewakili sifat /kondisi yang mewakili populasi, jadi bila ada dua dua puncak, maka dapat dikatakan ada pola variasi lain, alias ada pola atau variasi yang belum dikontrol atau sudah dikontrol tetapi masih kurang efektif.
Sama seperti teori ice berg (gunung es), seorang pekerja yang baik adalah pekerja yang sering mengamati dan memberikan ide dari hal-hal yang ada di dalam air dan kalaupun menemukan masalah, pekerja yang bijaksana adalah tetap mengamati sebelum menyimpulkan penyebabnya, minimal 4 aspek di bawah ini yang diamati sebelum memberikan kesimpulan:
- Review bagaimana penanganan parameter itu saat awal/new model, apakah data sudah normal/satu populasi (satu puncak)? Pertanyaan ini sifatnya pemastian saja, karena seharusnya pola data normal sudah dihasilkan saat serah terima dari team new model ke produksi.
- Perubahan apakah yang sudah terjadi? Apakah ada perubahan yang selama ini dilakukan? (4M+1E Change). Ini memastikan apakah ada pencatatan dan pelaksanaan perubahan? Ingat adanya perubahan dominan menyebabkan recall part/kendaraan. Di beberapa Industri perubahan temperature/kelembaban bisa memberikan dampak, jadi tetap perlu memperhatikan perubahan yang dihasilkan di exterbal proses
- Bagaimana dengan metoda ukur? Apakah sudah dijalankan studi MSA yang sesuai dengan pengukuran yang dilakukan?
- Apakah sampling saat produksi massal sudah sesuai dan konsisten dijalankan?
Gambar Artikel mengilustrasi pengamatan data parameter A yang sudah abnormal di produksi. Masalah rupanya timbul dari proses Predictive Maintenance spindle. Rupanya pergantian SPINDLE no 10 tidak dilakukan (Change Wajib: penggantian Spindel), padahal penggunaannya sudah melewati hampir 10 bulan dari waktu predictivenya.
Pekerja melihat ada dua pola variasi (ada dua bentuk lonceng), walaupun data masih sesuai spec tetapi data berbeda polanya beberapa bulan lalu, kemudian cukup mengamati hal-hal yang tidak sesuai standard, kemudian memperbaikinya. Cukup itu saja untuk mengembalikan ke pola yang normal.
Salam





