Saran teman saya kalau meminta cuti ke pak Hendrik “Minta ijin Cuti ke pak Hendrik, pas hari jumat saja (hari …
www.improvementqhse.com (PT RIMAR SOLUSI TANGGUH)
Care For Indonesia Manufacturing
www.improvementqhse.com (PT RIMAR SOLUSI TANGGUH)
Care For Indonesia Manufacturing
Saran teman saya kalau meminta cuti ke pak Hendrik “Minta ijin Cuti ke pak Hendrik, pas hari jumat saja (hari …
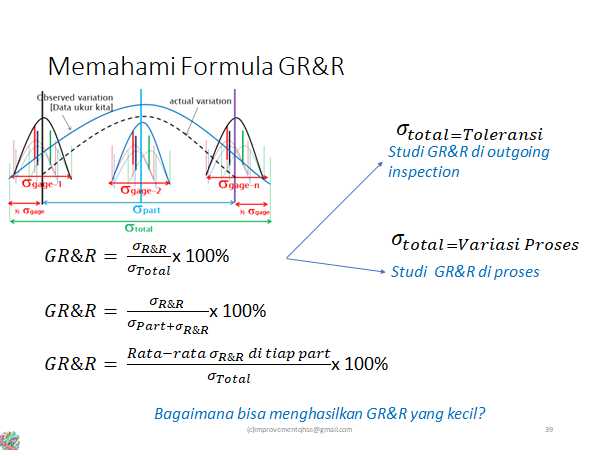
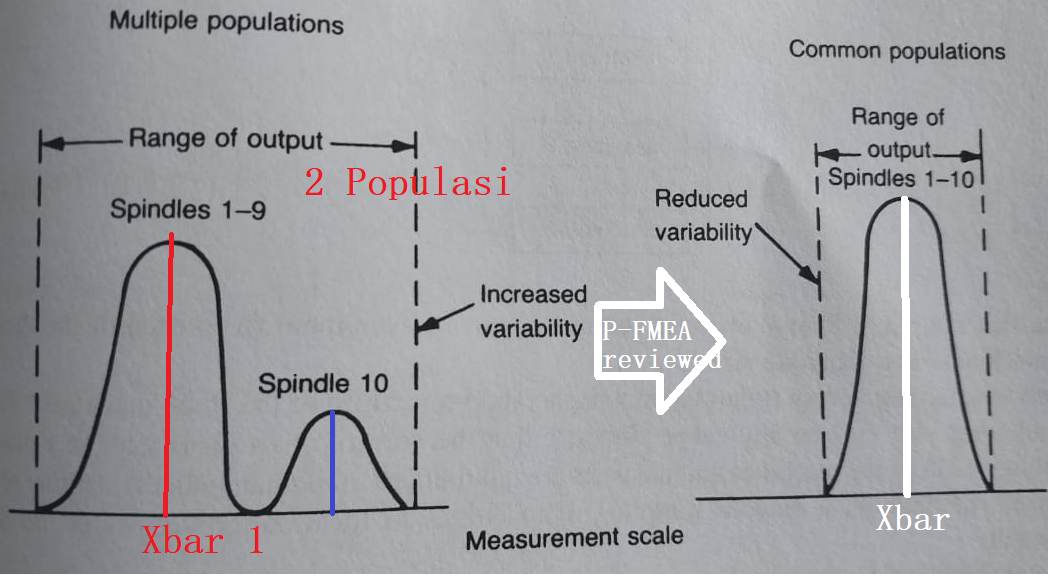
Tujuan utama dari studi GRR adalah untuk menguji kemampuan kepresisian/RR (Cara mengukur appraisal), untuk membedakan nilai antar sampel yang diukur. …
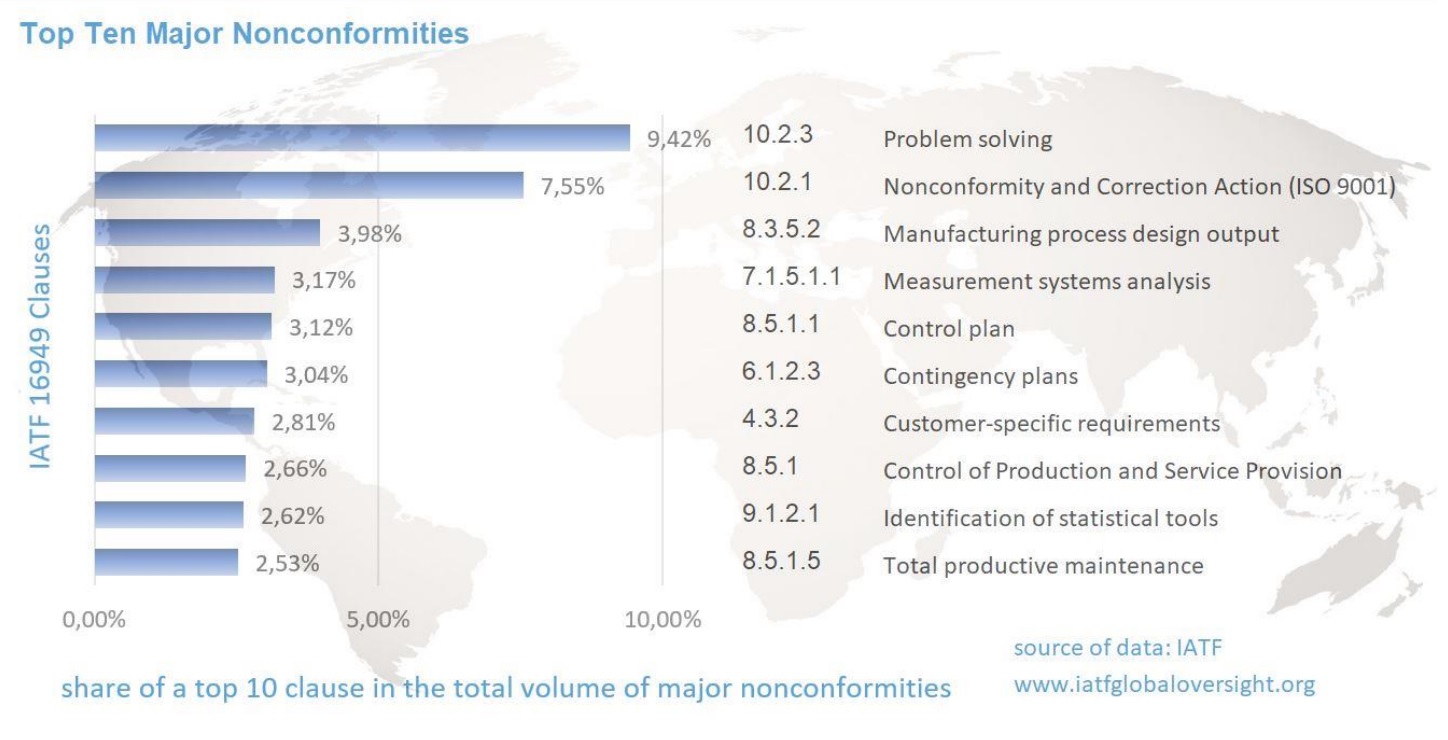
Temuan MAJOR di IATF 16949 didefinisikan ketika minimal salah satu kondisi ini terjadi, saat: Tidak adanya bukti pelaksanaan sistem sesuai …
Masalah yang datang harus diselesaikan, jangan dijauhi, didiamkan akan ada risiko buruk. Masalah bisa saja dari kebiasaan kita, atau kondisi …
Dari beberapa kegiatan improvement yang kami koordinir di client, studi MSA bisa dapat diandalkan untuk dasar ide improvement, cara singkatnya …

Ada beberapa studi Statistik dalam implementasi MSA, misalkan: pada studi MSA Variable (Studi Repeat & Repro, Stability, Bias, Liniearity atau …
Pernah melakukan test kemampuan suatu proses tanpa review apakah datanya normal atau tidak? Ada pertanyaan yang sama menceritakan hal ini. …
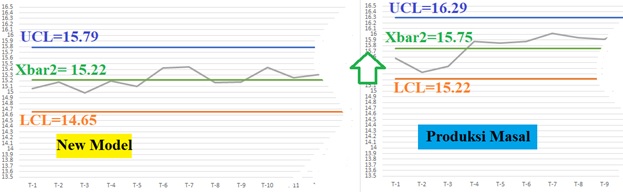
APAKAH MSA STABILITY MSA STABILITY bertujuan memastikan apakah ada bias pengukuran sepanjang periode waktu, dimana serangkaian pengukuran berulang dilakukan dalam …
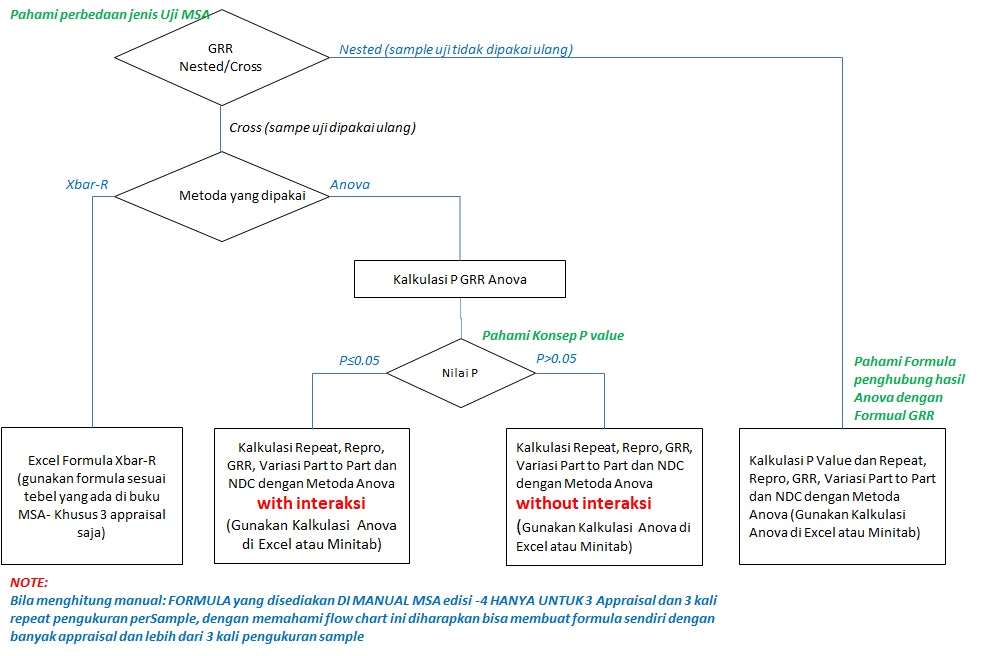
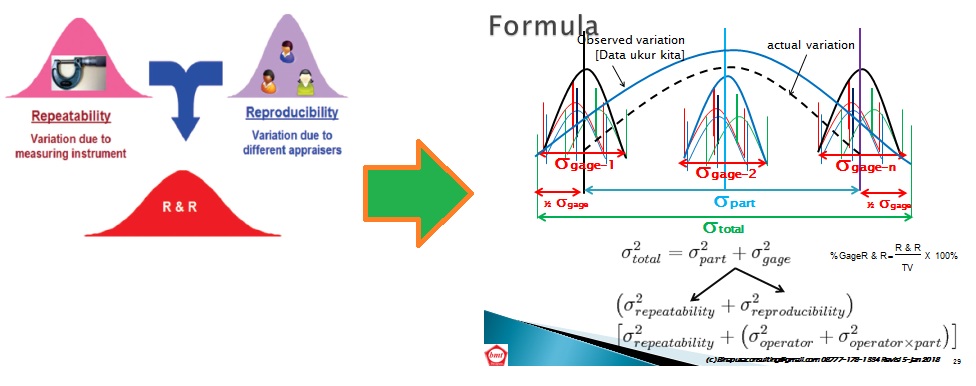
Ada dua artikel di website www.improvementqhse.com yang membahas tentang MSA GRR. MSA GRR adalah metoda yang mereview ketepatan cara ukur. …
Analisis Cara mengukur (MSA), juga dikenal sebagai studi R&R (GRR) pengukur, adalah metoda untuk memastikan metoda pengukuran sudah tepat, caranya …

Berikut adalah temuan-temuan IATF 16949 dan ISO/TS 16949 oleh badan sertifikasi yang kami rekap di beberapa client kami (lebih dari …