BIAS di MSA
Kasus di Manufaktur
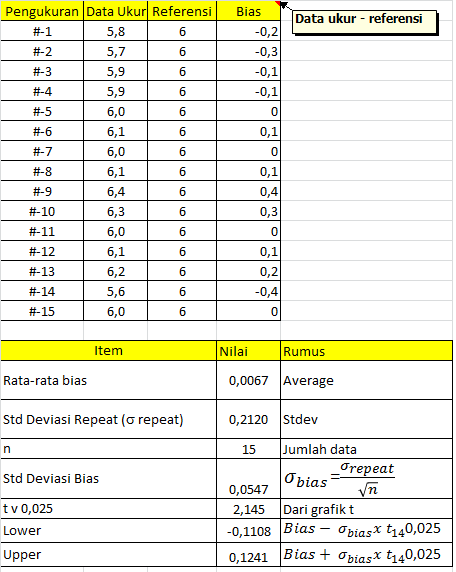
Hasil pengukuran QC outgoing dan QC incoming-customer selalu menunjukkan perbedaan. Dimensi diamater dalam dikatakan OK oleh QC-outgoing-perusahaan tetapi dinyatakan reject oleh QC-Incoming Customer. Manager QC-perusahaan akhirnya melakukan evaluasi untuk memastikan apakah ada bias dari alat ukur yang selama ini dipakai. Ditentukan part yang diukur dengan alat yang akurat (CMM). Disepakati dimensi-acuan dengan mengukur salah satu dimensi part sebanyak 10 kali, rata-rata pengukuran menjadi nilai referensi, nilai referensi 6,00 mm. Kemudian dimensi part itu dihitung sebanyak 15 kali. Dengan hasil 5,8;5,7;5,9;5,9;6,0;6,1;6,0;6,1;6,4;6,3;6,0;6,1;6,2;5,6;6,0
Cerita di atas merupakan gambaran pemastian bias di MSA. Bias di MSA merupakan salah satu metoda untuk memastikan alat ukur sudah sesuai (tidak ada bias). Contoh kasus bias yang kerap terjadi:
- Ada perbedaan antara pengukuran hasil produksi dan QC
- Ada perbedaan hasil pengukuran satu pekerja dan pekerja yang lain
- Ada perbedaan antara hasil check produk outgoing dengan customer
- Ada perbedaan gaji pegawai,,, yang ini jangan dulu dianggap bias ya…
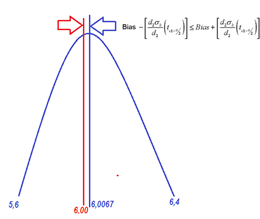
Ketika kita menyatakan ada bias atau tidak berarti kita mempunyai dua data, yaitu data rata-rata pengukuran dan nilai referensi atau standar. Adanya bias karena ada perbandingan dengan standar atau acuan. Jadi bias sebenarnya adalah perbedaan dari nilai rata-rata yang kita ukur dengan referensi /standar yang ada. Nantinya bias akan ditindaklanjuti dengan tindakan merepair atau mendisposisikan penggunaan alat.
Apakah standar referensi atau acuan? Standar Referensi adalah nilai yang diketahui dan menjadi acuan. Reference value dapat ditentukan dari:
- block gauge yang sudah dikalibrasi
- part yang diukur dengan alat yang lebih akurat sebanyak 10 kali kemudian dirata-ratakan, nilai rata-rata itu sebagai reference value.
Gambar ini bisa memperjelas konsep bias
Cara Pelaksanaan Kalkulasi Bias
- Tentukan master referensi dengan cara melakukan pengukuran dengan alat yang lebih akurat, pengukuran dilakukan sebanyak 10 kali, lebih banyak perulangan lebih baik. Hasil rata-ratanya merupakan nilai referensi
- Lakukan pengukuran dengan alat yang akan dievaluasi apakah ada bias atau tidak, dengan cara mengukur part referensi itu sebanyak 15 kali. Hitung rata-rata
- Hitung standa deviasi repeat
- Hitung standar deviasi bias, standar deviasi repeat dibagi nilai akar sampel
- Tentukan nilai t dan pastikan nilai 0 diantara 1-alpha
Bagaimana menghitung nilai Bias di MSA
Secara sederhananya menentukan ada bias atau tidak adalah dengan melihat apakah ada 0 diantara nilai confident interval (lower dan upper) maka bias tidak significant
Dari studi GR&R Range Method kita dapat juga memastikan besarnya repeatability uji bias yang dilakukan, untuk memahami apa yang dimaksud dengan repeatability, silahkan dibaca artikel kami http://improvementqhse.com/pengertian-msa-menghitung-grr-dengan-range-method/
Bila total variasi atau variasi proses yang diharapkan adalah 2,5 mm, maka % repeatabilitynya adalah 0,2120/2,5 x100% = 8,48%. Artinya pengulangan (repeat) mempunyai kontribusi ke total variasi sangat kecil.
Dari analisa data diatas, sebenarnya tidak ada bias di alat ukur yang dipakai di perusahaan. Tindaklanjuti dengan membicarakan ke customer.
Bagaimana kalkulasi bias ditempat anda? Apakah sudah dilakukan terhadap alat ukur yang dipakai?
Salam
www.improvementrqhse.com





