Acuan Measurement System Analysis (MSA) untuk memastikan cara pengukuran data variable sudah tepat, dilakukan dengan menghitung nilai %GR&R. Nilai GR&R adalah nilai yang didapat dengan mempertimbangkan kondisi Repeatability dan Reproducibility (R&R). Repeatability adalah variasi dari pengukuran yang didapat dengan satu alat pengukuran jika dipergunakan beberapa kali oleh satu pengamat sewaktu mengukur karakteristik yang sama pada part yang sama sedangkan Reproducibility adalah variasi rata-rata pengukuran yang dibuat oleh pengamat yang berbeda dengan menggunakan alat ukur yang sama sewaktu mengukur karakteristik yang identik pada part yang sama.
Kami coba membuat formula dalam konsep yang praktis melalui dua ilustrasi gambar di bawah ini, (digunakan untuk lebih memahami saja, bukan untuk menghasikan formula secara detail).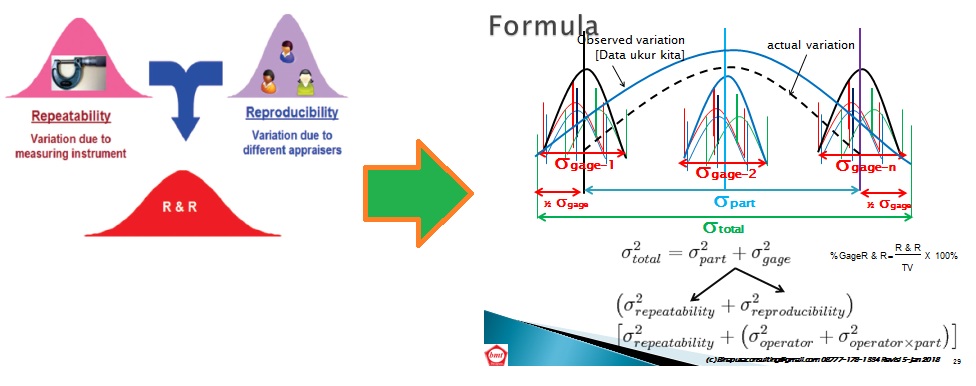
Dimana:
TV2 = Total Variasi2 = Variasi Part2 + GR&R2
%GR&R = GR&R/TV x 100%
(materi ini bisa didapatkan dari materi training www.improvementqhse.com, silahkan dipesan dalam bentuk buku, hubungi email biapuraconsulting@gmail.com atau melalui pesan WA di 08777-178-1334)
Dalam pelaksanaan studi di beberapa client, hasil GR& selalu besar (BURUK), tetapi masalah NG karena pengukuran tidak ada selama ini, padahal sudah mengikuti isian form dari customer atau yang sudah dibuat, bahkan dengan menggunakan program minitab atau SPSS. Kami coba memberikan tips berikut untuk memastikan hasil GR&R itu valid dan sesuai aturan:
Lalu bagaimana memastikan hasil GR&R itu valid dan sesuai aktivitas kita?, berikut tips yang bisa dilakukan:
- SALAH FORMULA, untuk test GR&R harus dibedakan antara pengukuran di proses dan di final inspection, kenapa? Lihat formula GR&R, pembaginya adalah TV, TV di proses di peroleh dari Variasi part dan Variasi Pengukuran tetapi di Final inspection itu Total Variasi adalah Toleransi + Variasi Pengukuran, simpelnya TV pengukuran final inspection adalah spesifikasi produk yang diukur. Beberapa kali kami temui, nilai GR&R di proses Incoming tidak sesuai (sampai 90%), setelah direview rupaya salah pembaginya, pembaginya adalah nilai VARIASI PART bukan TOLERANSI PRODUK. Begitu juga sebaliknya, Nilai GR&R sangat kecil, bahkan sampai 0,1% (nilai standarnya 10%-30%), setelah direview rupanya GR&R proses pembaginya NILAI TOLERANSI PRODUK Jadi jangan salah formula ya.
- Kita bahas pengukuran di proses, ingat GR%R akan bernilai kecil bila pembaginya besar, pembagi itu adalah Variasi Part (TV terdiri dari dua komponen Variasi Part dan Variasi Pengukuran /GR&R), pesannya adalah JANGAN AMBIL SEMBARANG SAMPEL, SAMPEL HARUS MEWAKILI PROSES, misalkan:
- di mesin Extruder, dimensi penting adalah lebar, lebar diukur dengan caliper untuk memastikan mesin memang konsisten menghasilkan Lebar part yang dihasilkan, variasi lebar yang dihasilkan 200 s.d 245 mm, maka dalam studi GR&R pilihlah 10 sampel yang mewakili range itu, misalkan lebar disekitar 200, 205, 210, 215, 220, 225, 230, 235, 240, 245, bisa saja diambil 200, 210, 220, 230, 240 kemudian diulang lagi 200, 210, 220, 230, 240, jadi tetap 10 sampel.
- PASTIKAN CARA MENGUKUR DISEPAKATI, misalkan penentuan posisi melihat caliper, peletakkan alat ukur di produk, penekanan alat ukur dst, ingat hasil GR&R yang tidak sesuai (>30% atau >10%) adalah aturan itu ( intruksi kerja pengukuran). Kalau tidak ada patokan maka akan timbul POLA UKUR, pola ukur akan berdampak ke nilai Repeatabilityyang besar dan bisa ke Reproducibility bila ada perbedaan cara yang significant antar pengukur.
- SAAT PENGAMBILAN SAMPEL, PASTIKAN SAMPEL YANG DIUKUR TIDAK DIKETAHUI OLEH PENGUKUR. Hal ini karena variasi Repeatability pengukur menjadi object review. Pengukuran berulang-ulang oleh satu pengukur pada satu part dan satu alat ukur (repeatability) akan lebih sesuai hasilnya bila benda yang diukur tidak diketahui, jadi pastikan semua part yang diukur tidak diberi tanda yang dikenal oleh pengukur. Bayangkan kalau diketahui, sampel 200,15 mm akan selalu dibaca 200,15 mm karena sudah terekam diingatan pengukur, maka hasil akan didapat dengan nilai yang didapat pada awal pengukuran, bayangkan kalau nilai yang didapat berbeda dengan nilai sebenarnya, bila pun hasil pengukurannya sesuai dengan nilai sebenarnya, maka kita tidak bisa mendapatkan nilai Repeatability-
- Salah satu PENGARUH DOMINAN MSA GR&R DISEBABKAN OLEH KONDISI PART. Jadi pastikan Part yang dipakai sebagai sampel:
- Stabil pada nilai karakter yang diukur, terutama untuk part-part yang mudah terdeformasi (yg lunak, mudah tergores dll)
- Yang dipastikan mengalami perubahan atau tidak dapat dipastikan bernilai sama saat dipakai ulang, maka Metoda GR&R NESTED yang digunakan. Untuk part yang mengalami perubahan, maka HARUS dipastikan diambil dari lot yang sama (pahami konsep sampel uji Nested)
- Untuk part yang stabil dan bisa disimpan dalam waktu lama, bisa dijadikan sampel uji GR&R ke operator yang baru, tetapi ingat batasi waktu pakai sampelnya. Sampel dibatasi karena data Uji operator yang lebih dulu tetap dipakai dan dibandingkan dengan data pekerja baru.
- NOISE DIDIAMKAN SAAT STUDI MSA GR&R.. Prinsipnya data yang diambil jangan menyimpang jauh dari nilai sampel sebenarnya, setiap sampel mempunyai nilai ukur, misalkan sampel-1 dengan lebar 200 mm dan sampel-2 dengan lebar 205, pastikan saat studi pengukuran sampel-1 hasilnya jangan mendekati nilai sampel-2, apalagi sampel-3. Ingat saat test GR&R harus tampil apa adanya, bila ada yang memang menyimpang bisa saja langsung diperbaiki cara ukur, atau langsung dianalisa faktor penyebab penyimpangan, dan segera diperbaiki, kemudian lakukan pengukuran lagi. Ingat sampel part yang diukur tetap tidak boleh diketahui no nya oleh pengukur, jadi kesalahan yang tadi usahakan jangan diinfokan ke pengukur, cukup memberitahu cara pengukuran yang tepat. Ini untuk menghindari faktor noise (penyimpangan) dalam hasil pengukuran, hasil noise sangat significant mempengaruhi hasil GR&R. bila perlu pelaksanaan studi MSA GR&R dividiokan bagaimana masing-masing orang melakukan pengukuran, jadi bila ada penyimpangan atau nilai GR&R masih tidak sesuai, rekaman video sangat membantu untuk menganalisa.
- Catat, Sosialisasi dan Studi Ulang. Ingat MSA GR&R dilakukan untuk memastikan Sistem Ukur sudah benar, jadi SETELAH HASIL STUDI GR&R SUDAH SESUAI TARGET, PASTIKAN REVISI/BUAT PROSEDUR/INTRUKSI KERJANYA DENGAN MEMASUKKAN POINT-POINT PENTING YANG MEMPENGARUHI HASIL PENGUKURAN, kemudian pemastian kesesuaian cara pengukuran dapat dilakukan dengan melakukan sosialisasi cara pengukuran dan studi ulang, 2 hal ini harus dilakukan. Sosialisasi ulang mengenai kerja pengukuran secara berkala dengan fokus kepada hal-hal penting yang mempengaruhi hasil pengukuran, gunakan saja intruksi kerja/working intruksi sebagai bahannya, bila perlu lakukan test terhadap hal-hal yang penting. Nah untuk Studi ulang MSA GR&R, kapan dilakukan? Studi MSA GR&R dilakukan ketika semua aspek yang mempengaruhi cara pengukuran timbul, misalkan ketika: ada metoda baru yang bisa dipengaruhi oleh lingkungan, standard, jenis alat baru, operator baru (studi dilakukan pada operator baru saja) atau MSA GR&R berkala (misalkan 2 tahunan).
Hubungi kami di binapuraconsulting@gmail.com untuk diskusi lebih lanjut atau perusahaan anda memerlukan training khusus MSA GR&R ini
Salam
www.improvementqhse.com
08777-178-1334


 2026")

