Selama lebih dari tiga dekade, Statistical Process Control (SPC) dikenal sebagai metode utama untuk memonitor variasi proses melalui control chart dan capability index seperti Cp, Cpk, Pp, dan Ppk. Namun perkembangan industri otomotif global menunjukkan bahwa pengendalian statistik saja tidak selalu mampu mencegah terjadinya keluhan pelanggan, scrap, maupun masalah kualitas berulang. Sebagai respons terhadap tantangan tersebut, AIAG (Automotive Industry Action Group) dan VDA (Verband der Automobilindustrie) menerbitkan SPC AIAG-VDA Manual 1st Edition 2026, yang mengharmonisasikan pendekatan Amerika dan Jerman menjadi satu standar global. Kalau rekan-rekan mereview manualnya, mungkin setuju kalau AIAGVDA SPC manual ini memberikan pesan:
- SPC Bukan Lagi Sekadar Cpk dan Control Chart tetapi bagaimana memahami Perubahan Paradigma SPC Menuju Pengendalian Proses End-to-End.
- Dari Statistical Process Control akan lebih kuat masuk Process Management
- Evolusi SPC untuk Industri Manufaktur Modern
- SPC akan mengubah cara kita mengendalikan proses?
- SPC Tidak Lagi Hanya Tentang Statistik, tetapi Capability Index Menuju Sistem Pengendalian Proses Terintegrasi.
Nanti rekan-rekan silahkan tambahkan saja pesannya ya…
Perubahan terbesar dalam edisi ini adalah pergeseran fokus dari sekadar pengukuran statistik menjadi pengelolaan proses secara menyeluruh (Process Management System). Jadi perubahan ini memberikan arahan:
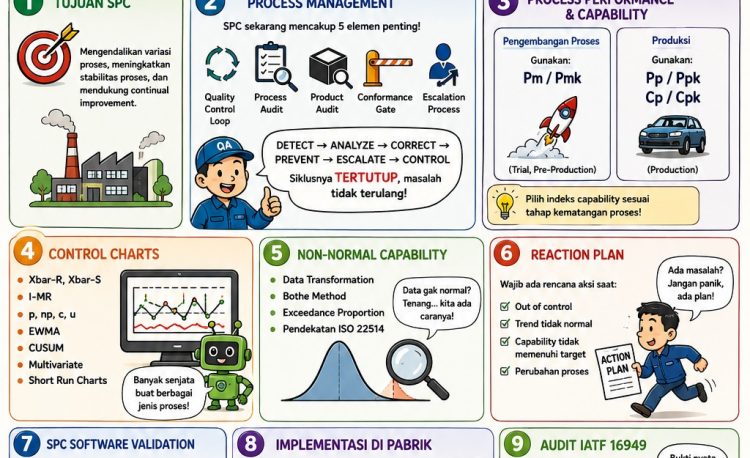
1. Tujuan SPC menjadi Lebih Luas
Tujuan SPC tetap mempertahankan prinsip dasarnya yaitu:
- Mengendalikan variasi proses
- Menjaga stabilitas proses
- Mengurangi cacat
- Mendukung Continual Improvement
Namun AIAG-VDA menekankan bahwa data statistik harus digunakan untuk mendorong tindakan perbaikan nyata, bukan hanya menghasilkan laporan atau grafik.
2. Process Management Menjadi Inti SPC
Salah satu perubahan paling signifikan adalah masuknya konsep Process Management ke dalam SPC.
Pendekatan lama sering kali berhenti pada aktivitas: Mengukur → Membuat Control Chart → Menghitung Capability Sedangkan AIAG-VDA memperluasnya menjadi:
Mengukur → Menganalisis → Memperbaiki → Mencegah → Mengeskalasi → Mengendalikan
Konsep ini diwujudkan melalui lima elemen utama:
Quality Control Loop
Siklus tertutup yang memastikan masalah:
- Dideteksi
- Dianalisis
- Diperbaiki
- Dicegah agar tidak terulang
Process Audit
Memastikan proses dijalankan sesuai standar, parameter, SOP, dan control plan.
Product Audit
Memastikan produk akhir memenuhi persyaratan pelanggan.
Conformance Gate
Titik pemeriksaan wajib sebelum produk diperbolehkan melanjutkan ke proses berikutnya.
Escalation Process
Mekanisme peningkatan penanganan masalah ke level manajemen yang lebih tinggi berdasarkan tingkat risiko dan frekuensi kejadian.
Konsep-konsep ini menjadikan SPC sebagai bagian dari sistem manajemen kualitas, bukan hanya alat statistik.
3. Pendekatan Baru terhadap Process Performance dan Capability
AIAG-VDA memperjelas penggunaan indeks capability berdasarkan tingkat kematangan proses.
Tahap Pengembangan Proses
Digunakan:
- Pm
- Pmk
Untuk mengevaluasi kemampuan proses selama fase trial, commissioning, atau pre-production.
Tahap Produksi
Digunakan:
- Pp
- Ppk
- Cp
- Cpk
Untuk mengevaluasi kinerja proses jangka pendek maupun jangka panjang.
Pendekatan ini membantu perusahaan memilih indikator yang sesuai dengan kondisi aktual proses.
4. Perluasan Jenis Control Chart
Jika sebelumnya banyak organisasi hanya menggunakan Xbar-R Chart, AIAG-VDA memperluas cakupan metode SPC yang direkomendasikan.
Variable Data
- Xbar-R Chart
- Xbar-S Chart
- I-MR Chart
Attribute Data
- p Chart
- np Chart
- c Chart
- u Chart
Advanced SPC
- EWMA Chart
- CUSUM Chart
- Multivariate Chart
- Short Run SPC Chart
Pendekatan ini memungkinkan SPC diterapkan pada proses yang lebih kompleks, termasuk produksi volume rendah dan variasi produk tinggi.
5. Penanganan Data Non-Normal
Salah satu penyebab kesalahan interpretasi capability adalah asumsi bahwa seluruh data berdistribusi normal.
AIAG-VDA memberikan panduan lebih lengkap untuk data non-normal melalui:
- Data Transformation
- Bothe Method
- Exceedance Proportion
- Pendekatan ISO 22514
Dengan demikian capability analysis menjadi lebih representatif terhadap kondisi proses yang sebenarnya.
6. Reaction Plan Menjadi Persyaratan Utama
Control chart tanpa reaction plan dianggap tidak efektif.
AIAG-VDA menekankan bahwa organisasi harus memiliki tindakan yang jelas ketika:
- Titik keluar batas kendali
- Muncul trend abnormal
- Capability tidak memenuhi target
- Terjadi perubahan proses
Reaction plan harus mendefinisikan:
- Siapa yang bertanggung jawab
- Tindakan yang dilakukan
- Batas waktu penyelesaian
- Jalur eskalasi
7. Validasi Software SPC
Perubahan penting lainnya adalah perhatian terhadap penggunaan software SPC.
Perusahaan harus memastikan bahwa software yang digunakan memiliki:
- Algoritma capability yang benar
- Perhitungan control chart yang valid
- Integritas data
- Keamanan data
- Kesesuaian dengan kebutuhan Industry 4.0
Hal ini menjadi semakin penting karena banyak organisasi menggunakan sistem SPC digital dan cloud-based.
8. Implementasi SPC di Pabrik
AIAG-VDA memberikan pendekatan implementasi yang lebih terstruktur:
- Identifikasi CTQ (Critical to Quality)
- Menentukan metode pengukuran
- Mengumpulkan data proses
- Menentukan control chart yang sesuai
- Melakukan capability study
- Menyusun reaction plan
- Melaksanakan audit berkala
- Melakukan continual improvement
Dengan pendekatan ini, SPC tidak lagi menjadi aktivitas departemen kualitas semata, tetapi melibatkan produksi, engineering, maintenance, dan manajemen.
9. Keterkaitan dengan Audit IATF 16949
AIAG-VDA SPC dirancang agar lebih selaras dengan persyaratan IATF 16949.
Fokus auditor umumnya meliputi:
- Kesesuaian Control Plan
- Bukti penerapan SPC
- Reaction Plan
- Capability Index
- Analisis trend proses
- Efektivitas tindakan koreksi
Karena itu implementasi AIAG-VDA SPC yang baik akan sangat membantu keberhasilan audit sistem mutu otomotif.
Formula Capability yang Tetap Digunakan
Untuk proses yang memenuhi asumsi statistik yang sesuai, formula capability tetap mengacu pada prinsip dasar berikut:


AIAG-VDA SPC 1st Edition 2026 bukan sekadar revisi teknis terhadap control chart dan capability index. Perubahan utamanya adalah transformasi SPC dari alat statistik menjadi sistem pengelolaan proses yang terintegrasi.
Jika SPC tradisional berfokus pada pertanyaan: “Apakah proses stabil dan capable?” Maka AIAG-VDA SPC menambahkan pertanyaan yang lebih penting: “Apakah organisasi memiliki sistem yang mampu mendeteksi, memperbaiki, mencegah, mengaudit, mengendalikan, dan mengeskalasi masalah secara efektif?” Dengan demikian SPC tidak lagi hanya berarti Statistical Process Control, tetapi menjadi bagian penting dari Process Management System yang mendukung kualitas produk, kepuasan pelanggan, dan keberlanjutan bisnis manufaktur.
Rio BPS
Automotive Engineer
Bila Perusahaan rekan-rekan ingin mengambil training AIAGVDA SPC ini atau ingin memesan manualnya , silahkan hubungi nova di 08777-178-1334
 2026")



