Definisi Special Characteristic adalah klasifikasi karakteristik produk atau parameter proses manufaktur yang dapat mempengaruhi keselamatan atau kepatuhan terhadap peraturan, fit, fungsi, kinerja, persyaratan, atau pemrosesan selanjutnya dari produk. Untuk Special Characteristic di produk biasanya didapat dari pelanggan baik dalam bentuk drawing atau dokumen teknis lainnya, sedangkan Special Characteristic di proses ditentukan oleh perusahaan sendiri. Di IATF 16949 ada 13 pernyataan mengenai Special Characteristic, pernyataan itu adalah:
- Definisi mengenai Special Characteristic (baca pernyataan awal di atas). Pemahaman definisi ini perlu ditekankan dalam implementasi, sehingga dalam implementasi penekanan implementasi juga ke proses manaufaktur. Jadi special characteristic bukan melekat di produk saja tetapi juga proses.
- Penunjukkan personel yang bertanggungjawab dan mempunyai wewenang penentuan special characteristic (5.3.1). Buatkan Job Des nya saja, dan bukti review mereka saat pembahasan special characteristic (list special dan absensi penentuan characteristic)
- Prioritas pelaksanaan MSA (Measurement System Analysis) yang disarankan fokus dulu pada special characteristic (7.1.5.1.1). Untuk ketentuan ini tentu harus memahami MSA pada pengukuran Special Characteristic (silahkan lihat tulisan MSA di website www.improvementqhse.com)
- Desain Customer terkait special characteristic harus dipastikan diikuti dan sesuai (8.2.3.1.2). Prinsip ini menyatakan bahwa hal penting dari pelanggan adalah membuat mereka puas/nyaman. Hal penting pelanggan yang membuat mereka puas/nyaman itu bisa diwakili dengan special characteristic. Jadi buktikan saja dengan List dan aturan penanganan Special Characteristic
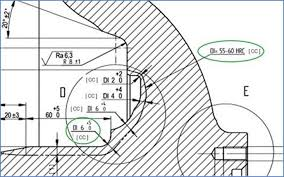
- Input Desain Produk termasuk Special Characteristic (8.3.3.1.a). Pasal ini bisa dipersepsikan agar kita fokus ke drawing atau spesifikasi produk, maksudnya fokus adalah dapat mengidentifikasi hal-hal special /perhatian khusus pada produk lalu proses melalui informasi drawing/spesifikasi. Sepertinya ini perlu dicontohkan agar lebih jelas ya, misalkan di drawing ada simbol khusus, simbol itu mengarah ke dimensi, point chek, test atau waktu test, jadi untuk semua ketentuan pelaksanaan dan ketentuan chek itu harus dilakukan. Kami jadi ingat kondis di klien Dimana di drawing produkny, proses injection, dinyatakan bahwa dimensi A yang diidentifikasi sebagai Special Characteristic harus di chek 24 jam setelah proses manufaktur (injection), lalu hal penting lain pada visual cheknya yang tidak boleh ada dent pada sisi kiri, kontrol yang dilakukan juga pada parameter prosesnya, suhu barrel, sehingga suhu barrel menjadi special characteristic.
- Review Inputan Desain Proses Manufaktur termasuk dalam hal Special Characteristic (8.3.3.2). Di Perusahaan manufaktur Indonesia kebanyakan bukan desain, karena bukan desain maka kita harus mendapatkan informasi Special Characteristic itu, mudahnya minta drawingnya untuk dipelajari atau bisa informasi dari drawing
- Implementasi Khusus Special Characteristic, harus dipenuhi: (8.3.3.3)
- Pendekatan multidisiplin dalam menentukan, mendokumentasikan dan menentukan Special Characteristic. (buatkan tim)
- Mendokumentasikan semua Special Characteristic di drawing atau ketentuan lain (buatkan list special characteristic produk dan proses)
- Penentuan Special Characteristic dengan tanda khusus
- Mengembangkan kontrol dan strategi monitoring Special Characteristic, untuk memenuhi ketentuan ini bisa dilakukan mulai dari penentuan metoda penentuan Special Characteristic sampai dengan melakukan audit pelaksanaan: kontrol di line produksi, analisa Statistical Process Control (SPC), penanganan sistem pengukuran untuk Special Characteristic itu (MSA), analisa potensi kegagalan Special Characteristic (FMEA), bahkan bagaimana kalau ada pengajuan perubahan (Change) dan terkait dengan Special Characteristic itu
- Output Desain dan Pengembangan termasuk Special Characteristic (8.3.5.1), untuk Perusahaan yang tidak melakukan desain, Special Characteristic harus dipahami sehingga di proses dapat benar-benar tepat penanganannya. Untuk point ini bisa dibuktikan dengan bukti Special Characteristic dari Drawing
- Output Proses Desain Manufacturing termasuk Special Characteristic (8.3.5.2). Pasal ini menekankan adanya review dari parameter produk yang nantinya diarahkan ke Special Characteristic di proses produksi, hasil review dan penentuan harus dibutktikan.
- Di Control Plan harus dimasukkan metode untuk pemantauan pengendalian pada Special Characteristic baik yang ditentukan oleh baik pelanggan maupun perusahaan kita (8.5.1.1 dan di Annex A).
- Ketentuan menyerahkan Special Characteristic yang dihasilkan atau dipengaruhi supplier (8.4.3.1). Ini harus jadi perhatian juga, kalau perlu kita yang tentukan Special Characteristic yang dimonitor baik produk dan prosesnya, kalau perlu detail pelaksanaan termasuk alat ukur sampai dengan waktu chek. Note: di beberapa material plastic di proses injection, chek dimensi produk dilakukan 24 jam setelah proses
- Pelaksanaan studi pada proses baru di pabrik kita dalam hal memverifikasi kemampuan dan penambahan input untuk kontrol proses termasuk Special Characteristic (9.1.1.1). Disarankan analisa pola distribusi setiap Special Characteristic dianalisa, kestabilan melalui control chary termasuk pemenuhan Cpk/Ppknya
- Minimal, semua item DFMEA dengan peringkat keparahan 9-10 yang dimasukan ke PFMEA untuk kontrol harus ditetapkan sebagai karakteristik Khusus (ini dari ketentuan di manual Control Plan edisi-1)
Lalu bagaimana agar tuntutan semua itu bisa kita penuhi? Coba rekan-rekan baca tulisan kami mengenai Special Characteristic di http://www.improvementqhse.com/implementasi-karakter-penting/. Untuk implementasi Special Characteristic, pastikan ada pemahaman bahwa ini HARUS dilakukan mulai dari identifikasi, kontrol, pengembangan cara kontrol dan evaluasi, yang memfaatnya untuk meningkatkan nilai produk dan proses kita sehingga dapat memenuhi persyaratan Pelanggan.





