Dalam audit sistem IATF 16949 kerap ditemukan ketidaksesuaian P-FMEA dan CONTROL PLAN, Edisi-4 Manual FMEA secara jelas mengatakan bahwa P-FMEA dan Control Plan harus linked. Lalu bagaimana cara membuat itu link? Kalau perlu dilihat lagi lebih dalam bahwa sejauh mana LINK itu bermamfaat untuk proses produksi?
FMEA itu adalah metoda yang tujuannya mengidentifikasi faktor-faktor parameter penyebab defect. Pengungkapan factor penyebab itu secara detail, tetapi memang dalam FMEA belum dinyatakan nilai parameternya. Parameter penyebab defect di P-FMEA itu harus dibuktikan melalui trial proses produksi. Nah kemudian nilai parameter itu yang dinyatakan dalam Control Plan. Berikut flow chart bagaimana sistem control di line produksi dibentuk.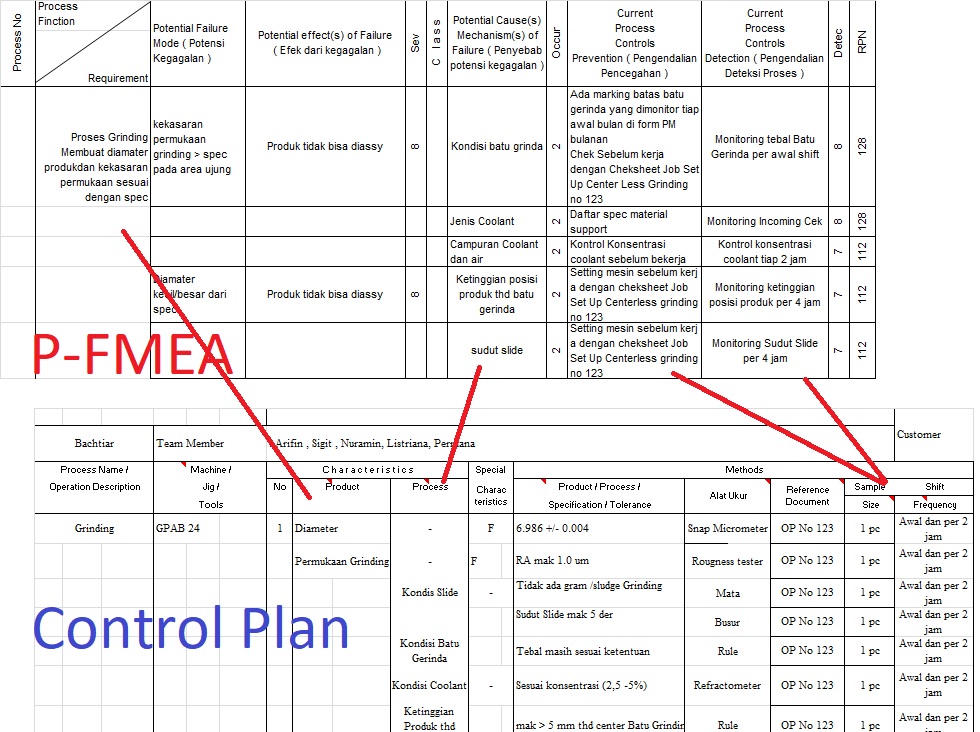
Di flow di atas ada tahapan Buat Control Plan, kemudian bakukan control plan serta update Control Plan dan FMEA setelah massprod dilakukan, flow di atas sebenarnya menjelaskan bahwa ada dua jenis Control plan, yaitu Prelaunch dan production Control Plan. Isinya kedua Control Plan pasti berbeda baik nilai parameter dan mungkin jumlah parameternya karena Prelaunch Control plan berada dalam tahapan perencanaan dan trial. Lalu bagaimana kajian P-FMEA delink-kan di kedua jenis control plan itu? Berikut tahapannya:
- Pastikan flow proses di FMEA ada juga Control Plan
- Identifikasi persyaratan yang ada di kolom P-FMEA, nah ini dijadikan sebagai control parameter produk di control plan
- Penyebab kegagalan yang ada di FMEA dijadikan sebagai bentuk Kontrol Parameter Proses di Control Plan
- Waktu Kontrol terkait kapan Deteksi dan Prevention dijadikan sebagai size dan ukuran sampling proses
Ini contoh pelaksanaan membuat link antara P-FMEA dan Control Plan
Tetapi ingat isi control plan tidak selalu dari P-FMEA, bisa saja dari informasi lain seperti: standar, regulasi, pendapat ahli dll. Jadi bisa saja isi control plan lebih banyak lagi. Pembuatan P-FMEA dan control plan ada dalam tahap plannning, nah implementasi dari FMEA dan control plan harus dinyatakan dalam bentuk: cheksheet, sistem pokayoke dan Intruksi kerja, isi ketiga bentuk implementasi itu harus sesuai juga dengan control plan dan FMEA. Selama Cheksheet, Pokayoke dan Intruksi kerja berdasarkan FMEA dan Control Plan yang linked dan dilakukan konsisten, maka defect produk seharusnya bisa diatasi.
Bagaimana pelaksanaan kesesuaian FMEA dan control plan di tempat anda?
Salam
 2026")




