Ketika berpikir adanya pengukuran seorang engineer otomotif/pesawat akan berpikir: akurasi dan presisi, bagaimana:
- bias hasil pengukurannya itu, significant atau tidak?
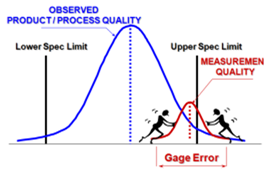
- bagaimana variasi pengukuran itu terhadap tolerasi (USL-LSL) dan terhadap proses (UCL-LCL)? Bisa saja kita tidak perlu lakukan MSA karena Risiko pengukuran tidak ada, karena rentang USL-LSL yang besar dan variasi prosesnya di tengah USL-LSL
- Bias mana yang berkontribusi besar terhadap hasil pengukuran? Pekerja, Alat ukur atau interaksinya? Kalau alat ukur besar, perlu studi lanjutan untuk memfollow up: stability, linearity atau bias?
- Seberapa besar nilainya bias itu terhadap total variasi? Sejauh mana signifikansinya? Lalu apa sih pengaruhnya?
- Bagaimana mengungkapkan bias di satu pelaksanaan pengukuran? Tidak semua studi MSA dilakukan bukan? Apakah cukup satu studi saja? Atau beberapa? Studi MSA mana yang dipilih untuk satu pengukuran?? GRR, Bias, Linearity, Stability, atau attribute fleish atau Atrribute Kappa?
Menurut saya selama kita sudah memahami dan mengimplementasikan 5 point di atas maka saya yakin proses pengukuran di line kita sudah baik
Semua studi MSA sudah ada template nya, jadi kita tinggal masukkan data saja, dan yang terpenting bukan input datanya, tetapi bagaimana mengidentifikasi studi MSA yang sesuai dan bagaimana menganalisa serta melakukan perbaikan yang pas di sistem pengukuran itu? Dan perlu diingat MSA adalah lebih studi lebih dahulu yang dilakukan bila ada permasalah produk yang tidak sesuai. Ya jangan salahkan proses terlebih dahulu, review dulu sistem pengukurannya, siapa tahu memang salah Judment. Lalu ada pesan di manual MSA edisi-4, bahwa pelaksanaan MSA itu harus kontinous dilakukan ke pekerja yang melakukan pengukuran, bukan dilakukan saat ada new model atau saat masalah produk saja, tetapi regular sesuai pertimbangan risiko produk kita.
Kalau kita belajar di buku MSA, tentang pengukuran apa saja yang di harus MSA kan, jawaban jujurnya MSA dilakukan ke semua pengukuran dan semua parameter. Tetapi memang dengan mereview terlebih dahulu tentang Risiko pengukuran (minimal studi MSA dengan membandingkan akurasi dan presisisi proses terhadap USL-LSL sudah dilakukan). Jika ini dilakukan maka tentu tidak semua pengukuran kita MSAkan, cukup yang Risiko besar saja. Kalau pinjam istilah IATF 16949, MSA di prioritaskan pada parameter special characteristic dulu, walau sebenarnya bisa saja yang tidak special characteristic itu malah berisiko besar, karena kalau ditanya tentang pertimbangan special characteristic banyak Perusahaan yang mengatakan itu bersumber dari drawing dan atau pelanggannya, jika itu pemahamannya, bagaimana dengan parameter di proses? Kenapa MSA dominan di produk saja?? Jadi memang perlu ada pertimbangan lain kapan disebut special characteristic (bukan hanya dari pelanggan).
So saya simpulkan agar MSA berdampak di proses kita, maka perlu:
- Memahami studi dan tujuan serta pelaksanaan studi MSA
- memahami analisa Risiko Pengukuran sebelum melakukan MSA sehingga mendapatkan parameter yang di MSA-kan
- Melakukan studi MSA pada produk dan Proses
- Melakukan Studi MSA berkala ke semua pekerja yang melakukan pengukuran, termasuk manager asing yang melakukan studi saat new model
- Melakukan analisa MSA dan perbaikan ke proses dan atau produk
- Studi MSA sebagai langkah awal filter untuk mengidentifikasi masalah di produk/proses
Selamat ber MSA
Rio B P Simbolon
Automotive Engineer /Lean-Sigma Engineer/Ergonomic & Hygiene Industry engineer





