RESUME TRAINING SPC – 18-19 Agustus 2022 di dilakukan saat ada project di PT XXXX yang berlokasi di Tangerang
Berikut Point yang dipelajari selama training:
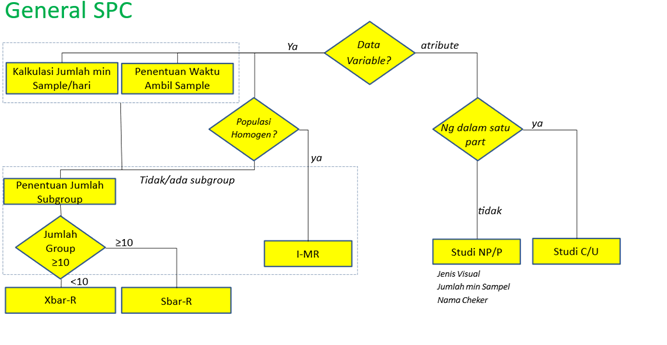
- Aplikasi General SPC
- Memahami Variasi
- Simbol Variasi
- Kestabilan-Control Chart
- Kemampuan – Cpk/Cp & Ppk/Pp
- Sistem Sampling
- Langkah ber SPC
- Praktek SPC selama training (Identifikasi dan hasil Review)
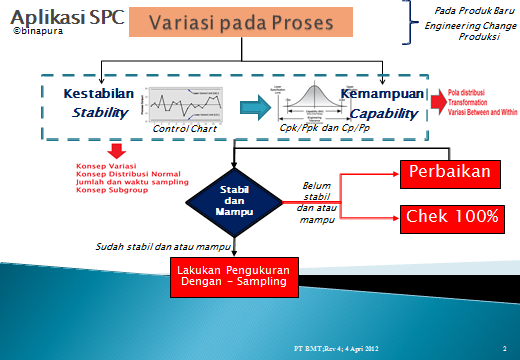
- Ada dua hal yang dipelajari dalam SPC
- Kestabilan à membangun control chart
- Kemampuan
- Melihat dari nilai:
- Saat kondisi stabil (Cp/Cpk)
- Kondisi belum stabil (Pp/Ppk)
- Melihat dari nilai:
Prinsipnya untuk masuk ke SPC (kestabilan dan kemampuan), yang harus dipahami adalah terkait variasi terlebih dahulu. Beberapa point penting diskusi Variasi
- Variasi pasti ada karena sifatnya yang melekat dan bisa timbul karena faktor sesuatu yang berbeda
- Seorang pekerja (apalagi atasan: Manager, Supervisor, Leader) harus mengetahui variasi proses yang kelolalanya, intinya harus ada data, kemudian data ini dikelola dan ditampilkan dalam bentuk yang sederhana. Di SPC ditampilkan dengan: histogram dan Control Chart
- Variasi mengungkapkan pola /karakter proses
- Bagaimana Mencari variasi?
- Kapan variasi tidak bisa diperoleh? Bila ada proses pembulatan atau alat ukur tidak sesuai resolusinya (mampu baca tinggi)
- Variasi yang normal (pola terdistribusi Normal) adalah variasi yang diharapkan sehingga hasil proses bisa di prediksi
- Dst
Memahami Variasi, dilakukan dengan memahami apakah Akurasi dan Presisi. Akurasi itu posisi (Xbar/Avarage) dan presisi itu adalah standard Deviasi. Kedua hal ini yang divisualisasikan dalam bentuk Graphik Histogram. Dari pola Histogram data kita, kita bisa dengan mudah bagaimana pola proses kita? Apakah normal atau tidak normal. Bila tidak normal dan graphik berada dekat posisi SPEC (USL/LSL), maka perbaikan HARUS dilakukan.
Saat proses dianggap normal, Pola kestabilan, ada 3
- Pola stabil
- Mampu
- Tidak mampu
- Sebenarnya mampu
- Pola Tidak stabil
SIMBOL VARIASI
Disepakati mengenai simbol variasi, kurva menunjukkan presisi dan nilai tengah menunjukkan akurasi (Xbar)
KESTABILAN – CONTROL CHART
Ada dua jenis :
Dalam manufaktur ada dua yang jenis:
- Variable
- >1 subgroup X-bar-R
- 1 Subgroup (individual moving range)
- Atribute
- Untuk control chart visual
Ditekankan dalam control chart:
- bagaimana memastikan secara cepat apakah pola data normal atau tidak? Dengan prinsip 68% dan 16%. Prinsip 68% dan 16% ini dibreakdown menjadi 7 ciri control chart tidak stabil.
- Bagaimana membuat control chart secara manual dan dengan Software Minitab
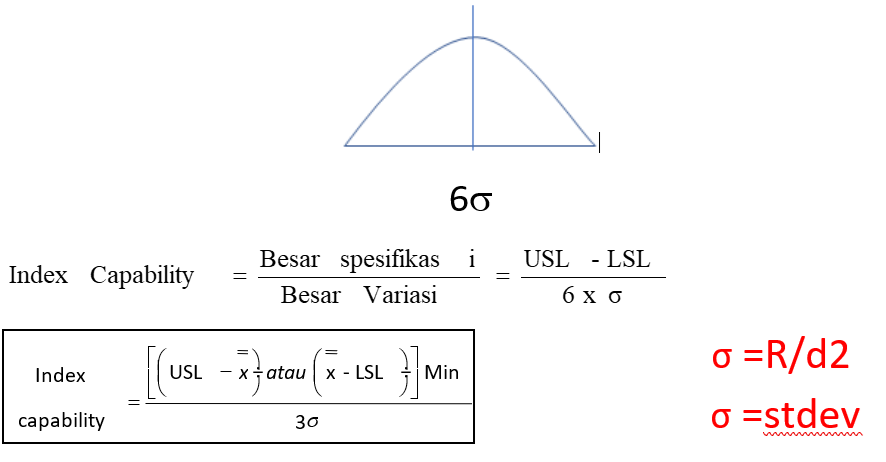
PEMBAHASAN KEMAMPUAN
Pada pemahaman kemampuan dipelajari:
- konsep manual hitungan Cp/Cpk dan Pp/Ppk
- Apa perbedaan, kapan dipakai? Dan makna keduanya.
- Bagaimana mendapatkannya dengan Software Minitab
- Kenapa Massprod Cpk 1.33 dan saat new Model disyaratkan PPK 1.67?
Secara gamblangnya, FLOW SPC digambarkan seperti flow di bawah ini:
Di materi juga disebutkan tentang pelaksanaan SPC
- Saat ada new model
- Saat produksi
- Saat pengamatan
- Improvement
- Mereview efektifitas proses
Apa object yang direview:
- Produk
- Parameter proses
- Semua Data, termasuk target
SISTEM SAMPLING
Sistem sampling sangat diperlukan dalam mengimplementasikan SPC. Penekanan kapan:
- Kapan sample data diambil? Apa yang dipertimbangkan. Intinya pengambilan sample ada berdasarkan waktu dan mempertimbangkan faktor menyebab variasi
- Bagaimana memastikan bahwa jumlah sample sudah mewakili populasi
- Bagaimana mengatur pengambilan sample /data sehingga menyusunnya menjadi rekapan data
LANGKAH MELAKUKAN SPC:
- Identifikasi semua parameter di satu proses
- Utamakan yang special character terlebih dahulu (parameter yang mempengaruhi fit/function, regulasi dan safety), gunakan Analisa FMEA untuk mengawali kegiatan SPC.
- Lalu lakukan ke semua parameter yang mempengaruhi
- Review parameter yang akan di bahas
- Chek variasi? Apakah normal? Bila tidak Normal cari penjelasan dan lakukan Analisa
- Lakukan perbaikan bila memungkinkan
- Follow up hasil perbaikan
PRAKTEK SPC SAAT TRAINING MELALUI REVIEW LANGSUNG PROSES INTERNAL
Saat praktek SPC, kami gunakan actual proses peserta. Jadi perserta membawa data yang akan dikaji. Diprioritaskan adalah mereview parameter proses dan produk yang dinilai bermasalah (mempunyai variasi yang besar dan atau tidak normal). Tahapan pelaksanaan SPC saat training:
- Review satu proses misalkan Painting+Oven Part Electronic A
- Review Parameter proses (suhu proses, waktu, nilai panas oven, Cycle Time di Printing, Cycle time di Oven) dan mereview characteristic produk (Thickness, Roughness, Waktu Respond)
- Masing-masing parameter proses dan produk, diatur kapan diambil datanya dan ditentukan jumlah sekali ambil data (jumlah subgroup) dan sampai berapa kali diambil datanya
- Buat tampilan graphic control chart dan pelajari pola variasinya
- Apakah ada variasi tidak normal?
- Apakah ada variasi yang tidak normal dekat dengan nilai USL/LSL, bila ada ini akan direview dan difollow up
- Tampilkan data keseluruhan dengan minitab Six Pack, untuk melihat keseluruhan informasi KESTABILAN DAN KEMAMPUAN
- Penghitungan SPC dilakukan secara manual terlebih dahulu, kemudian dengan software Minitab
- Hasil review graphic SIXPACK dengan Minitab menyimpulkan
- Suhu Proses Printing perlu direview kenapa variasinya ke kanan mendakati USL
- Variasi waktu proses actual keseluruhan, cenderung ke kanan, dan allowance tidak satu sigma (Perlu follow up)
- Nilai panas Oven, variasinya tidak normal karena ada dua pola lonceng, hal ini bisa saja karena pemanas dari termokopel berbeda (ada selisih thd standard), perlu direview ulang kalibrasi dan direview dengan MSA
- Cycle Time Printing, belum dilakukan karena selama ini tetapi ini perlu diambil karena lama printing akan mempengaruhi karakter produk (harness dan Roughness)
- Cyctle Time Oven, belum dilakukan selama ini tetapi ini perlu diambil karena lama printing akan mempengaruhi karakter produk (harness dan Roughness)
- Thickness Produk, variasinya tidak normal, berbentuk lonceng miring kanan dengan tail di sebelah kirim tidak berjarak satu sigma dengan LSL
- Roughness, variasinya tidak normal karena nilainya hanya 4 data saja, ini bisa karena alat ukur tidak mempunyai resolusi yang cukup. Hasil chek resolusi: alat ukur perlu kemampuan resolusi satu di belakang koma
- Waktu Respond, graphic variasinya miring ke kanan, hal ini kemungkinan karena thickness yang tebal
Salam
Bila ada perusahaan yang menanyakan terkait SPC atau menginginkan training SPC sekaligus mereview proses internal, silahkan hubungi Nova di 08777-178-1334 atau silahkan email di improvementqhse@gmail.com





